2024-05-29
本文原创作者:曹艳东
1 前言
某船在试航过程中,主机转速在80 r/min左右时操满舵,尾管后轴承发生了温度高报警,并且温度不断上升,船上立即停车检查,停车后温度还在继续上升,一度升至80 ℃左右。检查尾管后轴承温度传感器探头电流信号值正常,确认温度传感器没有问题;检查尾管滑油管路系统,确认整个管路系统通畅没有问题;采用顶升法检查尾管前轴承负荷,发现尾管前轴承几乎无负荷,怀疑尾管后轴承负荷偏重;主机盘车检查,尾管处有轻微异响,进入尾管冷却水舱检查,尾管后轴承处异响明显,声音为嗒、嗒、嗒,频率为每秒一次,据此现象初步判定尾管后轴承应该被烧伤了。为了防止损伤进一步扩大从而损伤螺旋桨轴,决定终止试航,由拖轮拖至船厂进坞检查。
2 坞内检查
(1)船舶进坞后,检查螺旋桨轴下沉量,与之前测量的下沉量数据相比较,确认螺旋桨轴下沉了约0.3 mm,初步确认尾管后轴承已经损坏;
(2)进行尾管滑油油样分析检查,将油样化验报告发给滑油供应商道达尔进行确认,厂家确认该滑油各项性能指标满足要求;
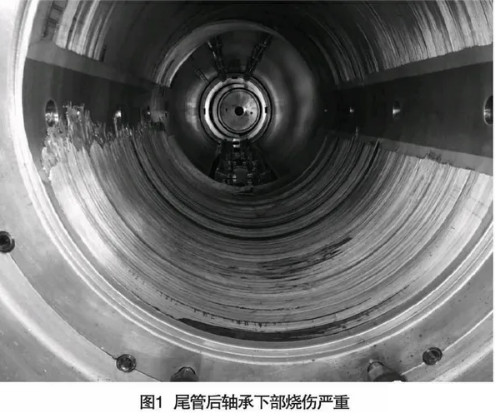
(3)拆卸螺旋桨,抽出螺旋桨轴,检查尾管轴承损伤情况,发现尾管后轴承下部烧伤严重(见图1),尾管前轴承无损伤;
(4)将尾管后轴承压出后,用专用仪器检查尾管内孔同心度,发现尾管后轴承处后部上翘了0.07 mm。经过计算,尾管后轴承压装后,后轴承处的实际斜度变为了0.127×10-3rad。根据轴系较中计算书的要求,后轴承的加工斜度要求为0.2 ×10-3rad。
3 原因分析
(1)尾管轴承负荷因素:经查看该船之前的较中以及轴系负荷称重数据,都满足要求,并且MAN都给予了认可。虽然后来检查出尾管前轴承几乎无负荷,但那是在尾管后轴承烧伤后测量的数据,轴系状态发生了变化,没有参考性。另外,尾管后轴承的比压一般都在0.4~0.6 MPa之间,与船级社规范要求的比压0.8 MPa相比还有较大的余量。因此初步判断,轴承的负荷分配应该没有太大问题;
(2)尾管变形因素:尾管安装过程中或船体变形等因素导致尾管变形,后轴承座后部比前部上翘0.07 mm,尾管后轴承压装后,后轴承处的实际斜度由0.2 ×10-3rad变为0.127×10-3rad,螺旋桨轴和后轴承的相对斜度变为了0.405×10-3rad- 0.127×10-3rad =0.278 ×10-3rad,虽在船级社要求的0.3×10-3rad的范围内,但由于螺旋桨轴和后轴承的相对斜度相对于原设计值0.405×10-3rad - 0.2 ×10-3rad =0.205×10-3rad变大,可能会导致尾管后轴承后部边缘负荷增大,螺旋桨轴与尾管后轴承之间的油膜难以形成,轴承非正常磨损,导致尾管后轴承烧坏、温度高报警,这可能是引起后轴承温度高的因素之一;
(3)环保油(EAL)因素:根据美国环保署VGP(2013)要求,从2013年12月19日起,进入美国水域船长大于等于79 ft的所有商船,在其油水界面均须使用环保油。对于尾管密封,若采用油润滑系统,则尾管滑油必须采用环保油。我们了解到,船舶使用环保油后,多家船厂都出现了尾管后轴承温度高的现象,甚至轴承烧伤的情况。经过多方资料的收集,我们发现环保油在40 ℃ 以下的粘度要比同温度的矿物油粘度低些,这在主机低速运转且运行时间不长的情况下,油膜难以形成,可能导致螺旋桨轴与轴承润滑不良从而引起轴承烧伤。另外,在同等条件下,环保油的油膜厚度要比矿物油的油膜厚度小些,运转初期的磨合能力差些,这在一些设计院以及船级社的案例分析中都有提及,这也可能是引起后轴承温度高的因素之一;
(4)操作因素:该船轴承温度高发生在操大舵角的时候,即在轴系磨合初期打满舵时,特别是在主机转速禁区附近时打满舵,可能会影响螺旋桨轴与后轴承油膜的形成,从而加快后轴承磨损,这也可能是引起后轴承温度高的因素之一。
4 预防措施
虽然导致尾管后轴承温度高的原因复杂,目前很难找到根本的原因,但我们可以从以下几个方面进行预防和应对:
(1)严格按照轴系较中计算书进行轴系较中,完善施工工艺,确保加工精度,轴系顶升阶段尽量使中间轴承、尾管前轴承的负荷向理论值靠近;
(2)测量尾管前后轴承位的同心度,根据测量结果,再确定是否对尾管后轴承的斜度进行加工补偿。根据该船尾管后轴承处0.07 mm的上翘,通过加工后轴承外圆对轴承内孔的斜度进行补偿,使尾管后轴承的实际斜度变为0.28 ×10-3rad,这样螺旋桨轴和后轴承的相对斜度变为了0.405×10-3rad - 0.28×10-3rad =0.125 ×10-3rad,比之前的相对斜度0.278 ×10-3rad要小些;
(3)尾管滑油在系泊试验和航行试验初期的磨合阶段,先用矿物油进行螺旋桨轴和轴承的磨合,正式的航行试验阶段再更换为环保油。虽然这种做法还没有很好的理论依据,但其他一些船厂都采用了这样的做法,并且采用这种方案后尾管后轴承温度高的情况显著减少;
(4)在航行试验初期的磨合阶段,尽量避免操大舵角,特别是主机转速在通过转速禁区时尽量不要操满舵。
以上措施在该船的第二次航行试验验证中是有效的,尾管后轴承温度在整个航行试验期间都在正常的范围内,航行试验取得了圆满成功,并且根据该船交付后运营中的反馈,轴承温度都在正常范围内。
5 其他应对措施
(1)尾管密封选用空气密封。空气密封在正常运行时不存在油水界面,理论上可以继续使用普通矿物油而不需要使用环保油,并且一些船级社都认可了使用空气密封可以使用普通矿物油。当然,这会增加船厂的成本,在新造船中若船东愿意分摊该部分增加的成本,可以采用空气密封,对船东而言也可以省去购买昂贵的环保油的成本;
(2)优化轴系较中计算。针对使用环保油后频繁出现的轴承温度高的问题,建议提醒主机厂在轴系较中计算中不仅要满足船级社要求,更要对轴系较中计算结果进行优化,尽量降低尾管后轴承上的负荷和相对斜度;
(3)提高螺旋桨轴和尾管后轴承的加工工艺。现在螺旋桨轴表面粗糙度一般选取为1.6,建议提高至0.8。尾管后轴承的表面粗糙度要求,也建议厂家提高;
(4)改善环保油油品特性,如:油膜形成速率、耐压等级、运动粘度等级等;根据模拟轴承的实船负荷状态,对轴承是否适合用环保油进行专门的试验,虽然试验比较困难,但模拟试验可能是找出问题根源和解决方案的佳途径,这需要轴承厂家和环保油厂家联合考虑。
6 结束语
本文分析了可能造成尾管后轴承温度高的原因,并且针对各种可能的原因采取了相应的预防措施,并在实船验证中取得了良好效果,为后续同型船的建造积累了经验。同时,也探讨了一些其他的应对措施,希望对同类型船的建造、设计提供一定的帮助,不足之处请批评指正。
参考文献
[1] 中国船级社.美国环保署环保油要求及实施建议[S].2014.
[2]ClassNK.Shaft Alignment.2015.
来源:《广东造船》2016年3期
(版权归原作者或机构所有)

智能型录

企业公众号